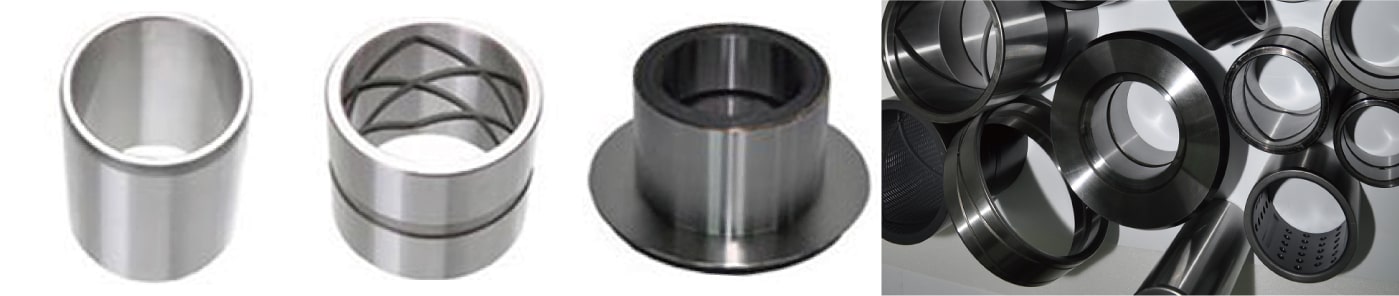
Manufactured from high-strength alloy steel, these components offer exceptional durability.
Find the ideal bushing for your specific needs from our diverse range of models,
including standard grooved, flanged, and cross-hatched designs.
ANALYSIS FOR PIN AND BUSHING
These are most general types of bushings made of carbon and alloy steels that is used in various field application with economical cost. And these bushings are suitable for low speed and oscillating movement with heavy and medium load.
Flanged bushing is usually applied to the place which is working the radial and thrust load simultaneously. In order to secure low-cost material for flanged bushing, new technology of friction welding for flange part is adopted or mold can be used to produce forging material.
According to customers’ need, we can supply bushings of this kind with high quality and low price.
Technical specifications
| Type | GST15 | GST40 | GST45 |
|---|---|---|---|
| Material | SCM415 | SCM440 | SM45C |
| Pressure | Max.100 Mpa | Max.120 Mpa | Max.70 Mpa |
| Speed | Max. 0.5 m/s | Max. 0.5 m/s | Max. 0.5 m/s |
| PV value | 1.5MPa.m/s | 1.6MPa.m/s | 1.0MPa.m/s |
| Temperature | Max.200°C | Max.200°C | Max.200°C |
| Lubricant | Grease | ||
| Friction Coefficient | 0.15 ~ 0.20 | ||
| Greasing Interval | 10hours | ||
| Others | Automatic grease injection system is required | ||
Features of Relative Shafts
- In order to achieve optimal performance of pin joint, the surface roughness under 0.8μm(∇∇∇) is recommended.
- Considering abrasion and impact strength, the surface hardness is recommended to be between HRc 55 ~ 60.
CROSS-HATCHED BUSHING
Model : GCH

Cross-Hatched bushing is suitable to be used in machines in danger of wear and seizure under severe operating conditions.
Reinforced grease storing capability makes it possible for several times longer greasing intervals compared to the conventional groove-type bushings. It also keeps enough grease on the contacting surfaces in a heavy load situation which results in effective and durable lubrication.
Metal particles produced during the contact of bushing and pin are the cause of rapid wear and destruction. This bushing effectively clears such metal particles through open–ended cross hatching lines.
Technical specifications
| Type | GCH |
|---|---|
| Material | SCM415 |
| Pressure | Max.100 Mpa |
| Speed | Max. 0.5 m/s |
| PV value | 1.5MPa.m/s |
| Temperature | Max.250°C |
| Lubrication | Grease |
| Friction Coefficient | 0.12 ~ 0.18 |
| Greasing Interval | 50hours |
Features of Relative Shafts
- In order to achieve optimal performance of pin joint, the surface roughness under 0.8μm(∇∇∇) is recommended.
- Considering abrasion and impact strength, the surface hardness is recommended to be between HRc 55 ~ 60.
O & V SHAPED DIMPLE BUSHING
Model : ODP, VDP


O SHAPED DIMPLE BUSHING
V SHAPED DIMPLE BUSHING
This groove type shows excellent performance under the severe condition such as high pressure, corrosion, abrasion and impact.
This feature a large grease reservoir that requires infrequent lubrication. This reservoir, available in various shapes, is sealed to ensure the lubricant remains securely contained for continuous lubrication.
This groove type shows the minimum friction amount in hydrodynamics so it shows considerably low friction coefficient and abrasion rate
Technical specifications
| Type | ODP | VDP |
|---|---|---|
| Material | SCM415 | SCM415 |
| Pressure | Max.200Mpa | Max.200Mpa |
| Speed | Max. 1.5 m/s | Max. 1.5 m/s |
| PV value | 2.0MPa.m/s | 1.5MPa.m/s |
| Temperature | Max.250°C | Max.250°C |
| Lubricant | Grease | Grease |
| Friction Coefficient | 0.08 ~ 0.15 | 0.08 ~ 0.15 |
| Greasing Interval | 1000hours | 500hours |
Features of Relative Shafts
- In order to achieve optimal performance of pin joint, the surface roughness under 0.8μm(∇∇∇) is recommended.
- Considering abrasion and impact strength, the surface hardness is recommended to be between HRc 55 ~ 60.